專業提供倉儲物流升級改造、無人搬運機器人産品
一家專注複合機器人、全向(xiàng)激光AGV研發(fā)制造國(guó)家高新技術企業
全國(guó)服務熱線 400-007-3860
一家專注複合機器人、全向(xiàng)激光AGV研發(fā)制造國(guó)家高新技術企業
全國(guó)服務熱線 400-007-3860





汽車行業現正經(jīng)曆著(zhe)巨大的變革,産品生命周期不斷縮短,更快的更新換代速度,更個性化的訂單定制化生産,多種(zhǒng)車型、配置的共線混産己成(chéng)爲現今汽車行業大趨勢。與之配套的汽車主要零部件生産,如發(fā)動機、變速箱、懸架系統等裝配生産也随之産生了與傳統裝配生産工藝截然不同的變革。
傳統汽車後(hòu)橋裝配線多以動力輥道(dào)線作爲輸送後(hòu)橋部件在各個裝配工位按工序流轉的輸送設備。動力輥道(dào)組成(chéng)的裝配生産線主要缺點是設計施工安裝完畢後(hòu)工位工藝不能(néng)輕易更改。
新能(néng)源車的後(hòu)橋照比燃油車型的後(hòu)橋照比傳統車型後(hòu)橋結構會(huì)多出電池逆變器、控制器等器件,裝配工藝比傳統燃油車型複雜。工位工序也會(huì)多。裝配後(hòu)的測試環節也會(huì)更加嚴格。
1.2 随著(zhe)國(guó)内CAFC企業平均燃料消耗量法則的推廣實施,車企需要生産更多的新能(néng)源純電、混動車型來平衡企業燃油消耗指标。各國(guó)也先後(hòu)公布了燃油車禁售的時間表。在這(zhè)個大背景下,某國(guó)外一線品牌也著(zhe)手發(fā)布其中型SUV的純電動(BEV)車型,將(jiāng)其引入國(guó)内生産。本文介紹的AGV後(hòu)橋裝配線就是爲其配套而建設的。
該款純電動車型後(hòu)橋重約 350Kg,夾具約400Kg。生産采用一台AGV配置一套夾具,一套夾具裝持一個後(hòu)橋工件,按工藝順序依次走行各個裝配工位。
環線布置有19個工位,見圖1,其中1個 Bypass 支路工位,1個備用工位,1個WA(Wheel Alignment)station工位。在環線東側布置維修區域及維修支路路線。操作工位長(cháng)度:4.5M 生産節拍:18U/h 既每小時完成(chéng) 18 個工件的裝配。
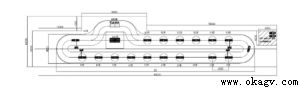
圖 1 AGV 環線布局圖
根據産品尺寸、重量确定 AGV 的負載參數,選取驅動輪驅動電機功率、随動輪,确定輪系。設計車體結構,排布電氣布局。業主是歐洲一線品牌客戶,設計标準參考 CE 和 TUV認證标準,出具TUV認證報告。
AGV 設計中最重要的就是動力系統設計,其流程見圖 2.,其又細分爲輪系設計、驅動功率計算、電機選取。
根據後(hòu)橋工件的最終裝配重量及其夾具的重量,選取設計負載爲1噸的背馱型(Deck)AGV。後(hòu)橋裝配工藝編排路線是環形路線,無側移、自旋運動方式,無需采用全方位(OMNi-Moving)輪系結構。裝配工藝中 WA 工位與Wheel Alignment設備對(duì)接,有對(duì)AGV停車精度有±3mm的要求,在AGV主流驅動輪方式單舵輪和差動舵輪兩(liǎng)種(zhǒng)方式中橫向(xiàng)比較,單舵輪方式可以保證更高的走行和停車精度,所以AGV輪系選定單舵輪驅動+2定向(xiàng)随動輪方式。
現今 AGV 系統主流的電氣系統電壓有 24V、48V 和 96V幾種(zhǒng),對(duì)于中低負載一般選擇24V系統電壓。選擇驅動電機,計算電機功率。
根據:
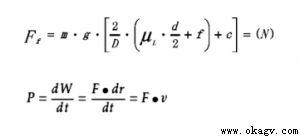
計算電機功率 P=600W。
統計 AGV 車體電氣系統其它電氣用電量,在停車待機狀态電流約5A,在全速運行狀态電流約20A。根據環線工位工作時長(cháng),排布充電站布局,初步選定4個充電站布置在停車工作時長(cháng)較長(cháng)的工位。結合節拍計算,計算電池電量損耗及補充,按照充電效率和近充滿時充電效率降低等因素,取電量補充餘量 20%,選取60AH 锂離子動力電池。驗算4個充電站可以滿足充放使用要求。
根據工位長(cháng)度,生産節拍,每工位操作工藝時長(cháng)。計算AGV 單車行走全流程時長(cháng),根據産量節拍,綜合設備效率,即可計算出所需AGV車數量。
外形結構:AGV車體一般分爲三大主要功能(néng)艙,驅動輪艙、電池艙和電器艙(見圖2)。AGV底盤布局分爲驅動輪、随動輪和其它功能(néng)模塊,驅動輪艙功能(néng)是安裝 AGV驅動輪及其附件,爲AGV行走提供驅動力及控制行走方向(xiàng),内部結構有驅動輪輪體、行走電機、舵電機、減速器和行走碼盤,舵碼盤及限位傳感器、動力線纜、控制線纜。電池艙功能(néng)是安裝AGV動力電池、充電接觸器等,爲AGV行走提供電力供應,并與地面(miàn)充電機構動作對(duì)動力電池進(jìn)行充電。
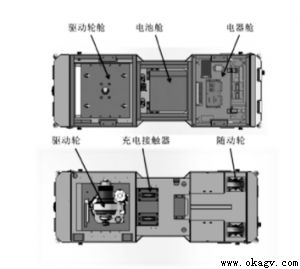
圖 2 AGV 車體布局
車體設計應用 SolidWorks(SW)軟件建立三維實體模型,可有效的确定車體的質量、體積、重心等參數,便于後(hòu)續的模型分析和制造,并可提供精确的參數化實體造型和工程設計圖。
AGV車主控采用西門子Simatic S7-1200系列PLC。其通過(guò)AGV車載無線路由器與AGV控制台無線連接,接收控制台指令,上報車體狀态。AGV 車體主控制器通過(guò) CAN 總線與下級運動控制器 MCU(Motion Control Unit)相連,MCU控制AGV車體上各個運動軸,如行走電機,舵電機等。AGV車體主控制器通過(guò)CAN 總線與AGV車體上各傳感器、控制器相連,如通過(guò)安全繼電器與激光防碰傳感器PLS相連,與導航傳感器、RFID和電池供電系統相連。
AGV 上層汽車廠控制系統IPS-X進(jìn)行數據交換,接收生産指令,上報AGV系統狀态及生産過(guò)程數據。

圖 3 AGV 後(hòu)橋裝配線現場
通過(guò)對(duì)BEV車型後(hòu)橋裝配工藝的理解和設計,實施了以AGV替代傳統輸送輥道(dào)線的新裝配線模式,徹底改變了輥道(dào)線占用場地,不易改變工位工藝的弊端。更好(hǎo)的适應了未來該車型的升級換代需求,使裝配線具備柔性生産能(néng)力。符合業主集團未來幾年生産裝備的智能(néng)化發(fā)展方向(xiàng)。爲後(hòu)續工程規劃樹立了樣(yàng)闆項目。更切合了國(guó)家智能(néng)制造大發(fā)展戰略,引領了國(guó)内行業發(fā)展方向(xiàng)。其應用非常具有該領域先進(jìn)代表性,實施後(hòu)現場生産使用效果也很理想,見圖3。值得在同行業中應用推廣。
參考文獻
[1] 王軍建,尚小輝.AGV 小車技術及其在汽車制造行業的應用[J].汽車實用技術,2016,(5):187-189,199.doi: 10.16638/j.issn. 1671-7988.2016.05.061.
[2] 程建偉,張長(cháng)勇,褚海波,王興财.基于 S7-200 的AGV控制系統設計 [J]. 機電工程技術 ,2016,45(6):80-84.doi:10.3969/j.issn.1009-9492. 2016.06.021.
文章來源于AGV吧
上一條:叉車式AGV模糊控制系統的設計與試驗研究 下一條:智能(néng)工廠多搬運載體(堆垛機、AGV、機械手)協同作業優化
Copyright © 2012-2023 深圳麒豹機器人有限公司 版權所有
聯系電話
400-007-3860QQ咨詢
2448209188微信

微信咨詢